Rychlost sváření
Rychlost sváření a vliv na svár
Rychlost sváření má vliv na samotný svár. Sváření pomocí elektrické energie vytvoří teplotu až extrémních 3500 °C, což je mnohem vyšší teplota než teplota tání většiny kovů. Na správné roztavení a slití kovů dohromady má vliv právě rychlost sváření ale i pohyby k tvorbě tvaru svaru ale také správný elektrický oblouk.
Elektrický oblouk při svařování a jeho správná délka
Elektrický oblouk při sváření by měl být maximálně do 5 mm mezi svařovaným materiálem a elektrodou či hořákem. Ideální vzdálenost - délka svařovacího oblouku je 3 - 5 mm.
Rychlost sváření
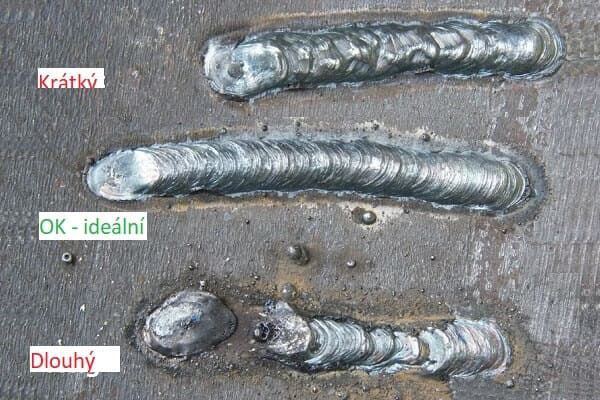
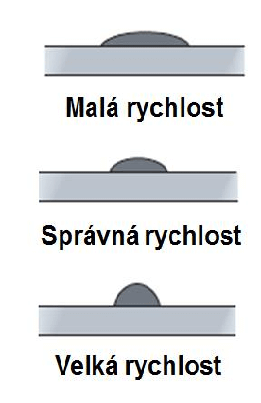
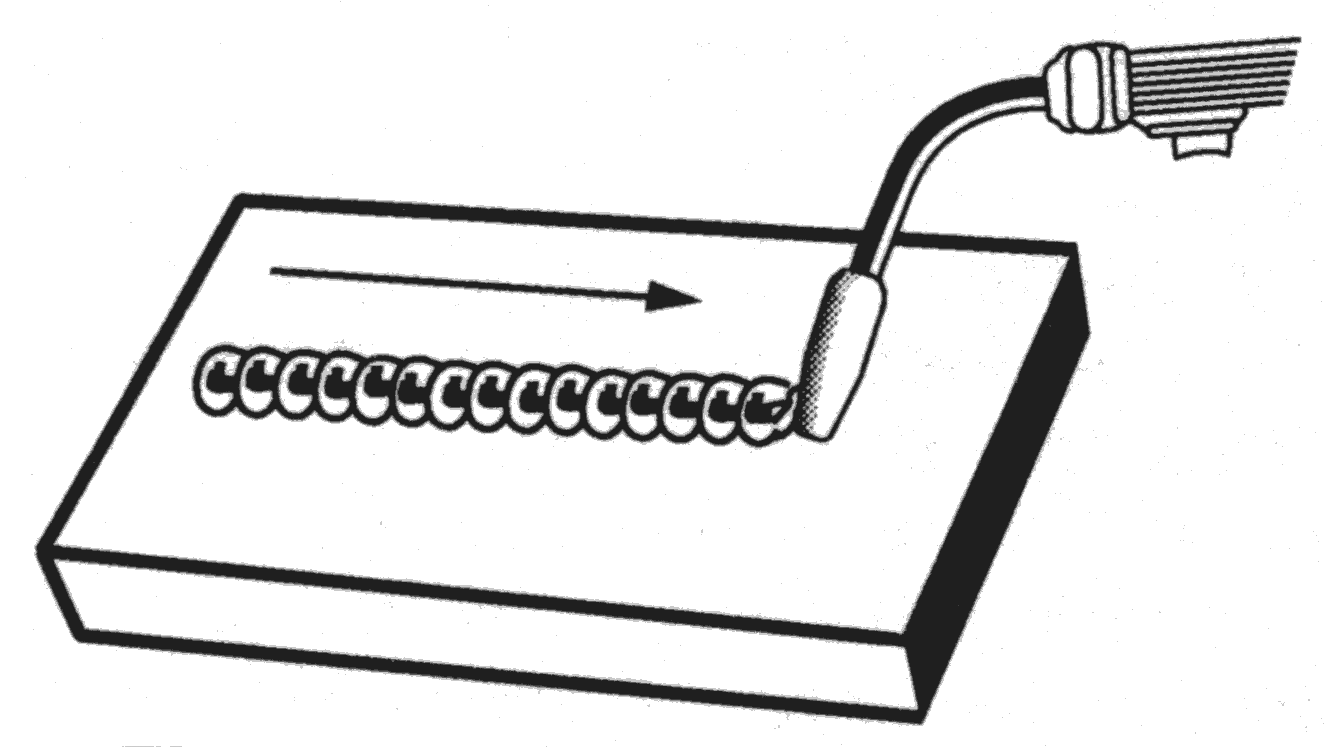
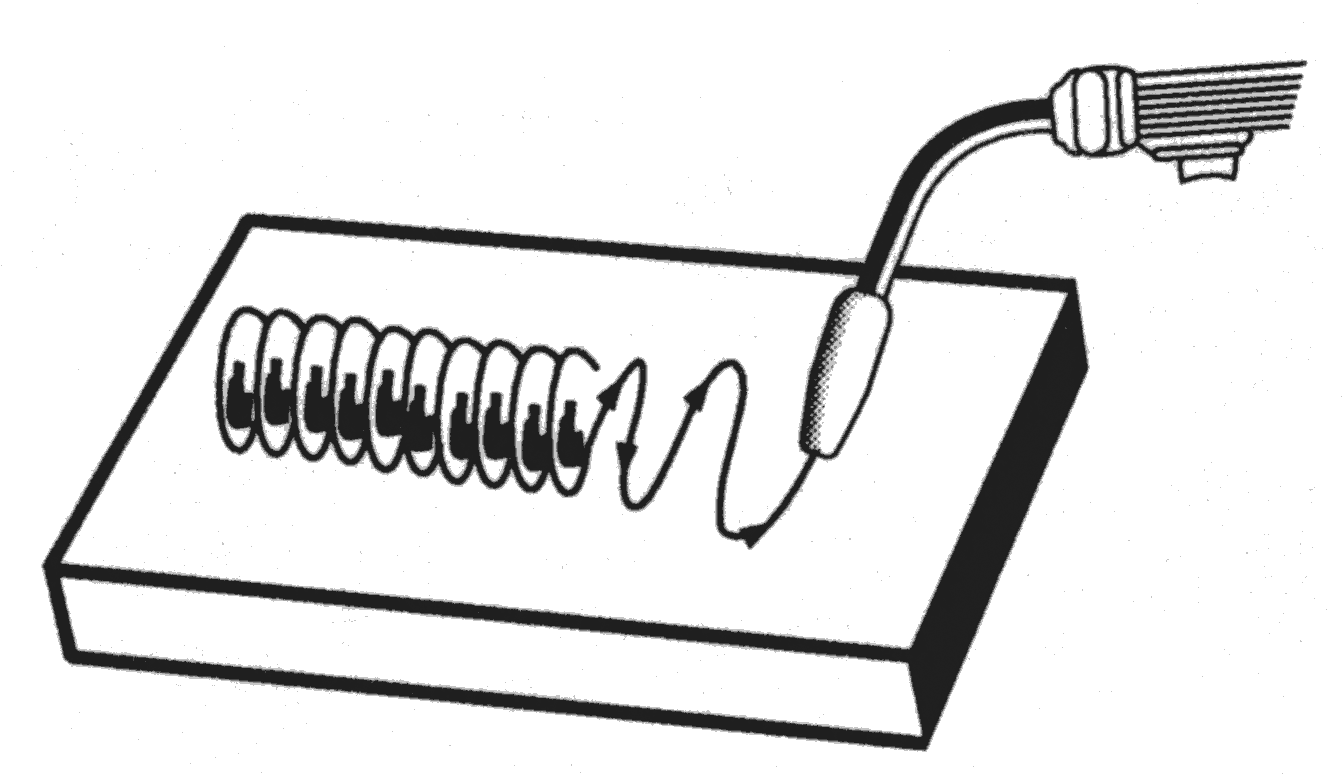
Důležité je dodržovat a kontrolovat, zda roztavená lázeň následuje elektrický oblouk. Je tedy důležité, nedívat se pouze přímo na elektrický oblouk ale spíš na svarovou lázeň. Vzhled svařovací lázně a samotného hřebene svaru v místě tuhnutí roztaveného materiálu Ti krásně ukáže správnou rychlost svařování. Povrch hřebene by se měl tvořit přibližně 10 mm za špičkou elektrody nebo hořáku. Většina začátečníků má tendenci svařovat příliš rychle, což má za následek svar v podobě tenkého "červa". Ten vznikne, když jedeš moc rychle a nekoukáš na samotnou svarovou lázeň. Musíš najít optimální rychlost. Měj trpělivost. Nesmíš jet moc rychle ale opačně ani pomalu, jinak budeš materiál neustále propalovat či budeš mít svar jak pohoří Krkonoš. Správná rychlost není stejná u tenkého materiálu a tlustého materiálu. Musíš ji vždy přizpůsobit.
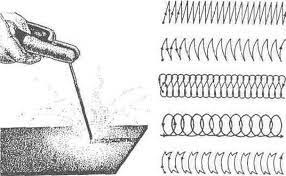
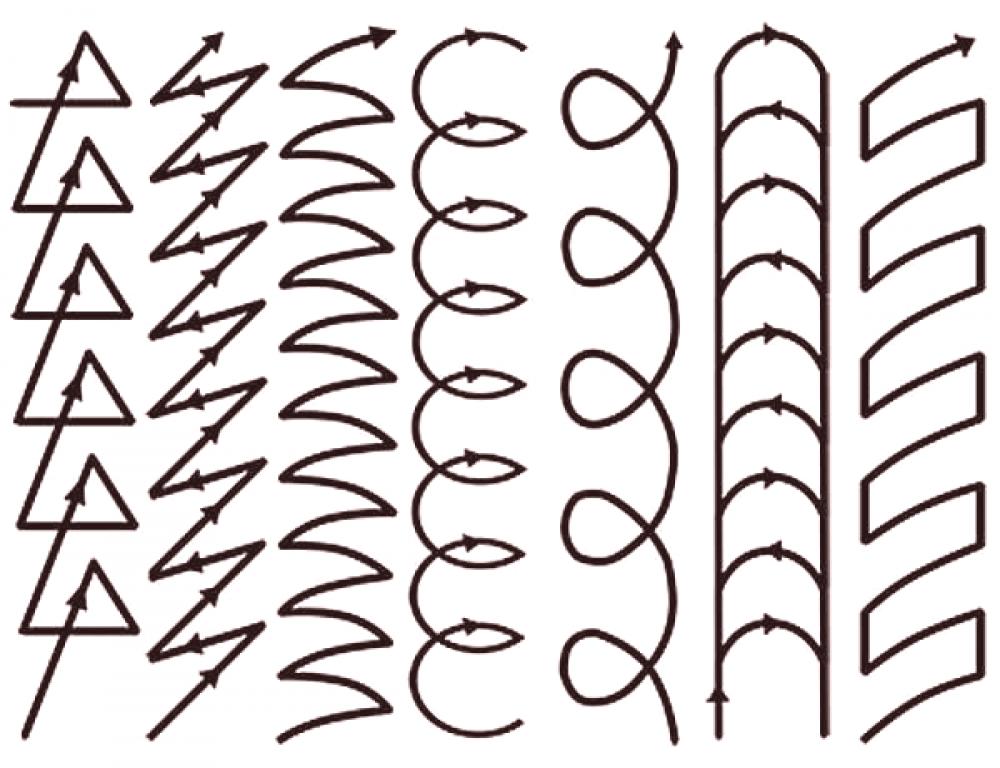
Druhy svarových housenek při sváření
Pohybu ruky při sváření je unikátní a pro každé svářeče, metodu, materiál či požadovaný výsledek jiný a unikátní. Poté, co se naučíš zapálit a udržet v provozním stavu ideální délku svářecího oblouku a udržíš i optimální rychlost sváření, můžeš se zaměřit na samotné pohyby ruky a tvorbu vzhledu a parametrů svaru. Využívají ale primárně zkušení harcovníci a profesionální svářecí, kteří vědí, proč to dělají.
Nejjednodušší ze všech operací je velmi plynule a přesně pohybovat elektrodou podél budoucího švu - svaru provádíme oscilační pohyby připomínající půlměsíc s malou amplitudou. Tímto způsobem „shrnujeme“ roztavený kov do středu oblouku. Měl/a bys tedy získat rovnoměrný šev, který vypadá jako váleček. Na ní bude přítomná mala a zvlněná vlna kovu.

Další typy - možnosti svarů jsou:

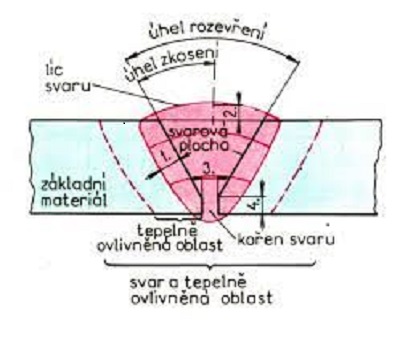
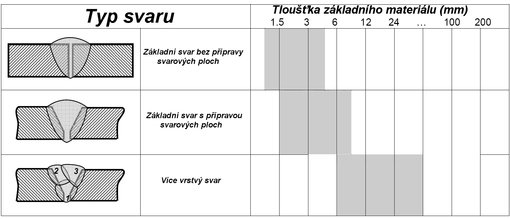
Typy svarů dle tloušťky svařovaného materiálu
Svary jsou od tloušťky svarového materiálu cca 5 - 6 mm nutné vrstvit, či alespoň připravit svářený materiál pro pokládání housenek. Cílem je, aby došlo k provaření materiálu a kvalitnímu spojení - svaření materiálu.
do obchodu se svářecích technikou a mrknout na svářečky