Základní nastavení TIG svářečky - invertoru
Základní nastavení TIG svářečky - invertoru a jeho svářecího proudu
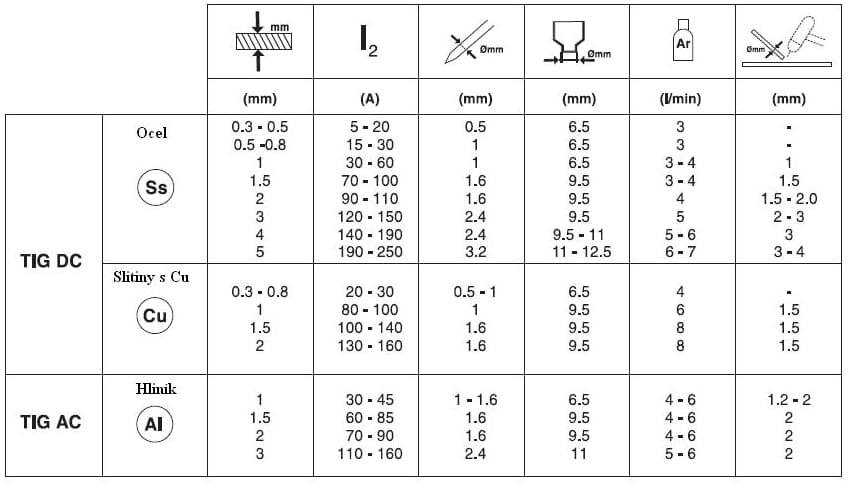
Základní - nejjednodušší nastavení TIG svářečky - invertoru a jeho svářecího proudu pro sváření oceli:
| Tloušťka materiálu ( mm ) | Proud ( A ) | Průměr elektrody | Keramická hubice | Keramická hubice | Průtok plynu Ar (l) |
| 1 - 1,5 | 6 - 70 | 1.0 mm | 4 - 5 | 6 - 8 | 5 - 6 |
| 1,5 - 3,0 | 60 - 140 | 1,6 mm | 4 - 6 | 7 - 9 | 6 - 7 |
| 3,0 - 5,5 | 120 - 240 | 2,4 mm | 6 -7 | 9 - 11 | 7 - 8 |
Základní podmínky dobrého TIG svaru:
1) Správná a silná svářečka - invertor TIG
2) Správný výběr wolframové svářecí elektrody dle svařovaného materiálu
3) Správné zapojení svařovacího TIG hořáku do mínusu (-) a zemnící svěrky do plusu (+) !!
4) Dobré očištění svařovaného materiálu
5) Dobré uchycení zemnící svěrky na svařovaný materiál
6) Vybrat správný plyn pro TIG. V našich podmínkách vždy plyn Argon o čistotě minimálně 99,99 % ( minimálně označení 4.6 )
7) Skvělé a správné nabroušení wolframové elektrody
8) Nastavení správných svářecích parametrů na svářečce a příslušenství - redukčním ventilu
Do obchodu a vybrat novou TIG svářečku

28.6.2021, Jan Škaloud - vedoucí svářecí techniky