





























.jpg)






.jpg)









Způsoby přenosu kovu u MIG/MAG svařování
Způsoby přenosu kovu u CO2 MIG/MAG svařování
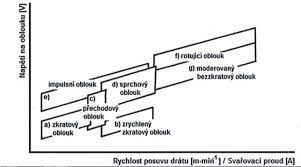
Jedna z nejdůležitějších vlastností ovlivňující MIG/MAG svarový spoj, je forma přenosu přídavného materiálu do základního materiálu.
Při svařování MIG/MAG máme přenos kovu do materiálu:
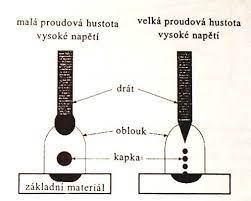
- Zkratový - typický pro ochranou atmosféru CO2. Při kontaktu nataveného konce kapky z elektrody a základního materiálu je vytvořen vodivý můstek. Nastane zkrat, oblouk zhasíná a dochází k oddělení kapky kovu. Po jejím oddělení je oblouk znovu zapálen a celý proces se neustále opakuje.
- Bezzkratový - typický pro ochranou atmosféru inertního plynu a jeho směsí. tedy Argon s maximálně 18% CO2 nebo s 5 % O2. Směs Argon s CO2 vytvoří širší závar, naopak Argon s O2 vytvoří hlubší závar. Při bezzkratovém přenosu jsou kapky kovu velmi drobné, nedochází tak k přímému kontaktu se svařovaným materiálem před jejich oddělení. Například pulzní oblouk, sprchový oblouk a rotující oblouk. Ty mohou být nadále rozděleny do různých podtypů. Přenos svarového kovu je ovlivněn nejen složením ochranné atmosféry, ale také její čistotou a chemickým složením přídavného materiálu. Nejdůležitější činitelé ovlivňující výsledný přenos svarového kovu jsou však svařovací parametry, převážně napětí a proud.

Synergický moderní invertor pro metody MIG/MAG ( CO2 ), MMA - obalená elektroda a TIG - wolframové elektrody. Nástupce oblíbené kvalitní svářečky...

CO2 svářečka Omicron OMI 196LS PFC je svářečka MIG/MAG neboli CO2 s funkcí synergie ✅. Velmi oblíbená svářečka vhodná do dílny, údržby, domácnosti a lehkou výrobu ✅. Vysoce...

Profesionální ✅ svářečka od světového výrobce Esab ✅, model Rustler EM 350C je nejmodernější, výkonná, svářečka invertorového typu pro sváření v ochranné atmosféře...

Nejmodernější invertorová svářečka CO2 pro MIG/MAG svařování ✅. Plně synergická a digitálně řízená svářečka. Velmi jednoduché ovládání pomoci knoflíků a nastavení hodnot na...

Multifunkční svařovací invertor ✅ pro svařování hliníku, nerezu a uhlíkatých ocelí metodami MIG/MAG, FCAW, TIG AC/DC HF a MMA AC/DC. Profi mašinka i pro hobíky a...


Profesionální pojízdná CO2 svářečka Omicron OMI 3050 LS. Pro svařování v ochranných atmosférách MIG a MAG. Vynikající poměr invertoru cena/ kvalita. Svářecí stroje Omicron...

Plně profesionální nejmodernější multifunkční invertorový svářecí stroj GAMASTAR 1950LS PFC puls. Jednoduchý vzhled, vysoká účinnost a spolehlivost, to vše na kolečkách....
Zkratový přenos sváření
Jedná se o kapky tavícího se drátu, které způsobují zkrat mezi drátem a svarovou lázní. Zvlášť vhodné pro sváření tenkých plechů a kořenů větších tlouštěk materiálů. Používá se svářecí drát malého průměru, při svářecím napětí 14-22 V a proudu 60 až 180 A. Použití ve všech polohách sváření.
Dochází k citelnému rozstřiku kovu z důvodu oddělování kapek při vysoké intenzitě proudu. Cyklicky opakující se zhasínání oblouku snižuje vnesené teplo, což se pozitivně projeví na minimalizaci tepelných deformací materiálu.
Pulzní přenos - ( bezzkratový přenos překrývající oblast zkratového a sprchového bezzkratového přenosu )
Je řízen elektronikou svařovacího zdroje v podobě pravidelného cyklu amplitudy impulsního proudu. Základní proud bývá velmi nízký a to v rozmezí jen 20–50 A. Výhodnost spočívá v pravidelné jemné kresbě povrchu svaru i kořene svaru. Lze svařovat tenké plechy. Množství vneseného tepla je nejmenší možný.
Kapkový přenos - ( bezzkratový )
Jedná se o kapky tavícího se drátu, ale nezpůsobující zkrat mezi drátem a svarovou lázní. Používá se svářecí drát větších průměrů, svářecí napětí 28-40 V a proud nad 200 A. Použití v poloze svařování vodorovně shora a pro výplňové a krycí vrstvy.
Sprchový přenos - ( bezzkratový )
Jedná se o velmi jemné kapky tavícího se drátu v ose oblouku, nezpůsobující zkrat mezi drátem a svarovou lázní. Používá se pro sváření ve všech polohách, pro dosažení hladkého a vysoce kvalitního povrchu svaru. Jde o svařování s velkým výkonem roztavení a minimální rozstřikem. Svařovací napětí typicky 28-40 V ale proud 200 až 500 A ! Sprchový přenos se nikdy nedosáhne v CO2 ochranné atmosféře. Oblouk nezhasíná a do základního materiálu je tak přenášeno velké množství tepla.
Rotující přenos - ( bezzkratový )
Umožňuje vytvořit velmi dobrý závar do boků svarové plochy. Svar je hluboký a široký s výrazně miskovitým profilem. Proud nabývá hodnot 400 – 700 A a napětí 40 – 65 V. Konec svářecího drátu je více vysunut z průvlaku, minimálně na 20 mm. Díky tomu je umožněno zahřívání drátu téměř po celé délce odporovým teplem na velmi vysokou teplotu ( konec drátu se stává plastický ). Vlivem silného magnetické pole je plastický konec drátu roztáčen a odtavující se kapky následně vytváří kuželovou plochu.
do obchodu a mrknout na svářečky CO2 pro MIG/MAG sváření







