Způsoby svařování dle polohy a směru značení balení elektrod
Způsoby svařování kovů dle polohy a směru, značení na balíčcích elektrod
Jedním z důležitých parametrů správného svaru je určení polohy a směru svařování. Při správném určení a provedení vzniká po ukončení svařování takový spoj, který nelze nedestruktivně rozebrat. Ne všechny elektrody však umí všechny polohy. Proto vám tu trošku, ale jednoduše pomůžeme s výběrem správného druhu elektrod.
Definice svařovacích poloh
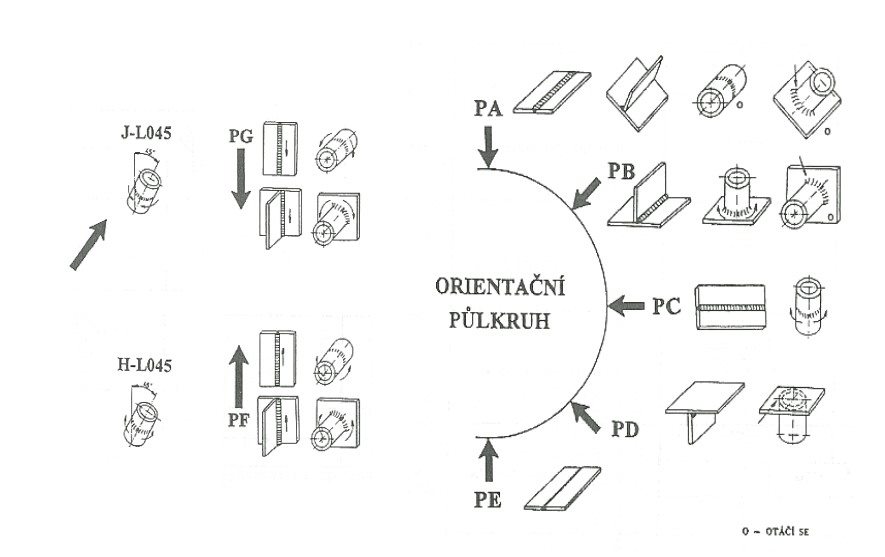
Polohy při svařování
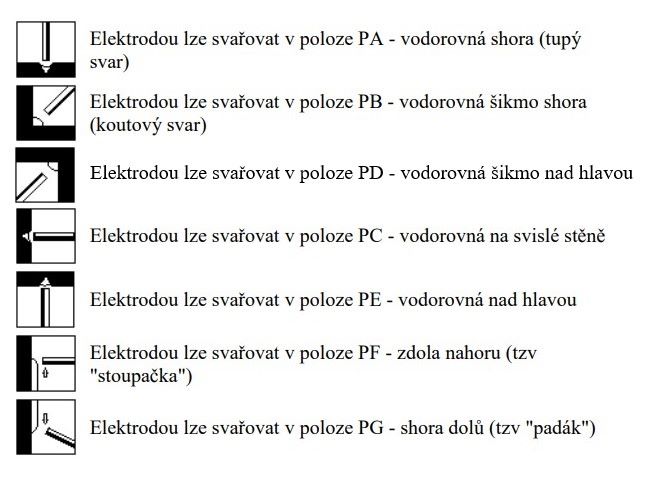
- vodorovná shora = elektroda je svisle. Označuje se symbolem PA.
- vodorovná šikmo shora = elektroda je pod úhlem 45°. Označuje se symbolem PB.
- vodorovná na svislé stěně = elektroda je vodorovně. Označuje se symbolem PC.
- šikmo nad hlavou = elektroda je pod úhlem 45° a nahoru. Označuje se symbolem PD.
- nad hlavou = elektroda je svisle a nahoru. Označuje se symbolem PE.
- na svislé stěně nahoru = elektroda je vodorovně. Označuje se symbolem PF.
- na svislé stěně dolů = elektroda je vodorovně. Označuje se symbolem PG.
- svařování nahoru k vrcholu svaru. Označuje se symbolem H-L045.
- svařování od vrcholu svaru dolů. Označuje se symbolem J-L060.,
Značení poloh na balíčcích elektrod
Směr při svařování
- vpřed = osa elektrody svírá se směrem svařování tupý úhel a to v rozmezí 110 až 125°.
- vzad = osa elektrody svírá se směrem svařování ostrý úhel a to v rozmezí 60 až 70°.
Další zkratky na balíčcích elektrod
DC+, = + označení pro svařování stejnosměrným proudem, svářecím invertorem, elektroda je zapojena na + konektor = bazické elektrody
DC-, = - označení pro svařování stejnosměrným proudem, svářecím invertorem, elektroda je zapojena na - konektor = rutilové elektrody
AC, ∼ označení pro svařování střídavým proudem, svářecím trafem, svařovací kabely jsou pevně zapojeny, nelze zaměnit polarita = rutilové elektrody
70-100A označení jakým proudem lze elektrodou svářet. Například tyto hodnoty jsou pro elektrodu 2,5 mm.
Rebaking 300°/2h - elektroda by měla být sušena v sušičce elektrod na 300°C po dobu 2 hodin.
Dále se zde najdou údaje o normách, rozměrech a počtech kusů v balení, nejdůležitější jsou normy, které určí jaký materiál lze elektrodou svářet.
Všechny tyto údaje by vám měly pomoci s úspěšným svářením.
do obchodu se svařovací technikou a mrknout na vybavení pro svářeče